





本次改版主要修订
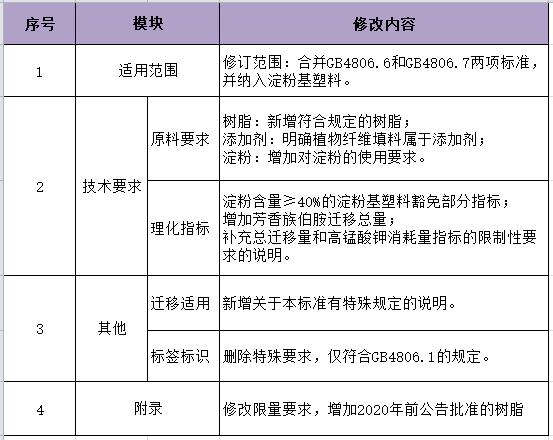
本次标准修订重点体现在以下几个方面:
适用范围:合并GB 4806.6-2016和GB 4806.7-2016,增加淀粉基塑料材料及制品。
原料的要求:明确植物纤维填料属于添加剂、增加对淀粉的使用要求。
理化指标:淀粉含量≥40%的淀粉基塑料豁免部分指标、增加芳香族伯胺迁移总量、其他理化指标及其他技术要求。
附录:修改限量要求,增加2020年前公告批准的树脂。
淀粉基塑料
淀粉基塑料的迁移物质主要为淀粉糖类物质,导致总迁移量测试结果或高锰酸钾消耗量测试结果超限量,因此,针对淀粉含量≥40%的淀粉基塑料的总迁移量测试结果超限量时测定三氯提取物进行判定,同时豁免高锰酸钾消耗量项目。
豁免原因说明:淀粉基塑料以石油基聚合物和淀粉为原料,添加塑化剂、相容剂等,以一定工艺加工制成塑料制品。淀粉基塑料部分淀粉已经具有热塑性,不再是简单的填料,经测试发现总迁移量迁移出的物质成分主要为淀粉糖类物质,经提取更为科学合理。
高锰酸钾消耗量主要是控制还原性有机物质的总量的指标。淀粉基塑料的迁移物质主要为淀粉糖类物质,具有较强的还原性,可能导致高锰酸钾消耗量测试结果不能真实反映风险。
芳香族伯胺迁移总量
新增项目芳香族伯胺迁移总量:芳香族伯胺危害机理明确,受关注度高,是常见、典型的非有意添加物。其来源主要包括:合成聚氨酯类高分子材料的芳香族异氰酸酯、偶氮染料等的次级反应产物;聚合物单体或其他起始物的残留或自起始物中的PAA(芳香族伯胺)杂质。填补了GB 9685未对非有意添加物设定限值的空白。需要注意此项仅适用于含有芳香族异氰酸酯和偶氮类着色剂等可能产生芳香族伯胺类物质的产品,限量优先按照GB 4806.7附录A和GB 9685的限量执行。
塑料材质作为应用最广泛使用的食品接触材料,它的质量安全与人们的健活也息息相关。本标准虽然有较大的改动,但修订基于风险评估的原则,充分考虑行业实际发展水平,并参考法规/标准的指标要求,做到科学、有效、协调及可操作性,食品接触材料及制品生产企业需要按照新要求组织开展合规管理,确保生产、产品和相关技术活动符合新修订食品安全标准的要求,注意更新辅料验收的技术要求,我司也将持续关注食品接触材料标准的更新,助力企业做好合规管理。
关于我们
我们杰信公司的总部实验室是国家食品接触材料检测重点实验室,是食品接触材料及制品GB4806系列标准制定的参与者。我们中心实验室可以接受企业的委托,做食品接触材料及相关产品的检测工作,出具资质的质检报告。期中包括此文说的GB4806.7标准,出具的检测报告有CNAS和CMA资质。有需求的企业可以与我们联系。
联系人:邹工

芳香族伯胺的限量
为了管控塑料材料及制品中的芳香族伯胺迁移到食品中带来的风险,本次修订增加了芳香族伯胺的限量。芳香族伯胺是一类含芳香性取代基的胺类物质,可能来源于食品接触材料中所用聚合物单体或其他起始物、芳香族异氰酸酯和偶氮类着色剂的次级反应产物等。除了来源于塑料材料及制品中聚合物单体或其他起始物的芳香族伯胺外,其他来源的芳香族伯胺应符合本标准表2中“芳香族伯胺迁移总量”的限量要求。对于来源于塑料材料及制品所用聚合物单体或其他起始物的芳香族伯胺,在本标准附录 A、GB 9685 及国家卫生健康委公告中已经规定了迁移限量,应按照相关规定执行。
3.6 增加其他技术要求
考虑到实际使用过程中,行业多将使用了少量涂料、油墨和(或)粘合剂等辅助材料的塑料材料及制品仍视为塑料材料及制品管理,为确保该类材料的安全性,新增使用了涂料、油墨和(或)黏合剂等材料的食品接触用塑料材料及制品的技术要求。规定这类材料还应符合涂料、油墨和(或)黏合剂等相应食品安全国家标准的规定。
食品接触材料产品信息、标签要求
1 产品标识信息应清晰、真实,不得误导使用者。
2 产品应提供充分的产品信息,包括标签、说明书等标识内容和产品合格证明,以保证有足够信息对食品接触材料及制品进行安全性评估。
3 标识内容应包括产品名称,材质,对相关法规及标准的符合性声明,生产者和(或)经销者的名称、地址和联系方式,生产日期和保质期(适用时)等内容。
4 符合性声明应包括遵循的法律和标准,有限制性要求的物质名单及其限制性要求和总迁移量合规性情况(仅成型品)等。
5 食品接触材料及制品终产品除应符合上述要求外,还应注明“食品接触用”“食品包装用”或类似用语,或加印、加贴调羹筷子标志(具体见附录A),有明确食品接触用途的产品(如筷子、炒锅等)除外。有特殊使用要求的产品应注明使用方法、使用注意事项、用途、使用环境、使用温度等。对于相关标准明确规定的使用条件或超出使用条件将产生较高食品安全风险的产品,应以特殊或醒目的方式说明其使用条件,以便使用者能够安全、正确地对产品进行处理、展示、贮存和使用。
6 上述标识内容应优先标示在产品或产品标签上,标签应位于产品销售包装的醒目处。当由于技术原因无法将信息全部显示在产品或产品标签上时,可显示在产品说明书或随附文件中。
RhinoExtreme11-9:适合特殊工作条件使用。作为一款纯聚氨酯体系的内衬涂料产品,它可以满足低温或者潮湿的工作环境,并一如既往的为基材提供可靠的防护。由于采用了特殊的配方设计,该款产品具有快干的特性,干燥成膜之后涂层具有极强的硬度、机械强度和抗撕裂性能。可以满足包括军事国防等在内的工业应用。尽管卡车内衬保护只是一个非常普通的应用环节,但是RhinoLinings经过研发和实践,成功的开出了其他汽车领域的涂层防护应用,这其中汽车缓冲装置、汽车轴承、汽车排气光、轮圈、内饰地板、仪表盘等等。
UPC超精金刚石刀具采用超精磨削技术制备,可限度地发挥材料特性,获得平滑锋利性与耐磨性兼备的切削刃,与超精加工机床匹配能实现高精度非球面形状及微细形状的超精加工。为了满足模具超精加工的要求,切削深度应设定在纳米级范围内。为此,对切削刀具的要求为:刀尖圆弧半径R达到数十纳米的锋利程度;切削刃棱线的平滑度达到纳米级水平。采用与刀尖圆弧半径大小相同的切深进行加工时,不易损伤工件的工作面,加工平稳,排屑流畅,因工件弹性变形引起的切削厚度变化也极小,能实现超精加工。UPC刀具加工不同工件材料的磨损状态差异金刚石刀具的热化学磨损状态根据被加工材料种类的不同而有很大差异。在超精密车床上使用刀尖角13°的直线切削刃超精金刚石车刀对无氧铜和纯铝进行端面车削后,刀尖的磨损状态表明,切削无氧铜的刀具前刀面产生了月牙洼磨损,但切削刃棱线仍保持锋利状态;切削纯铝的刀具切削刃棱线磨损变为圆弧刃,但前刀面未发现月牙洼磨损。从这些磨损状态的差异可以看出各不相同的磨损机理:切削铜时,刀具前刀面产生月牙洼磨损是由于铜的触媒作用使金刚石氧化而引起的,而刀具切削刃棱线因与工件无间隙地完全接触而未产生氧化磨损;切削铝时,由于工作表面与刀具表面直接接触而生成碳化铝,工件材料被切削刃切除而使切削刃产生磨损,但因磨损扩展方向与切削铜时相反(从切削刃向后刀面扩展),故不会产生前刀面的月牙洼磨损。
M2S表示,目前市场上的一些电动自行车可能非常重,难以把它们装在自行车架上或用脚蹬回家。然而,:ll-Go自行车功能多样且重量轻,采用了坚固的碳纤维车架,因此包括电池在内仅重33磅(约15公斤)。采用峰值功率为6瓦的中速电机,它可以达到3英里/小时(约48公里/小时)的速度。该车有一个27速的Shimano:livio传动系统,充电一次可行驶35英里(约56公里)。:ll-GO的可拆卸式电池可以在四小时内充电完毕,装在自行车的碳纤维车架上。