
前言:GB4806.7(2023版)标准解读,,
注意!塑料保鲜盒GB4806.7(2023版)标准解读广州第三方检测机构-宣传视频

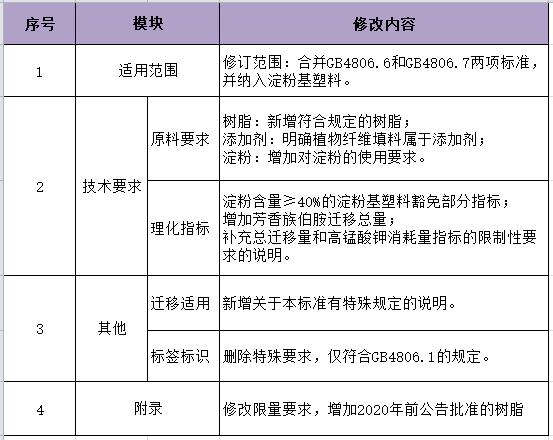
本次改版主要修订
本次标准修订重点体现在以下几个方面:
适用范围:合并GB 4806.6-2016和GB 4806.7-2016,增加淀粉基塑料材料及制品。
原料的要求:明确植物纤维填料属于添加剂、增加对淀粉的使用要求。
理化指标:淀粉含量≥40%的淀粉基塑料豁免部分指标、增加芳香族伯胺迁移总量、其他理化指标及其他技术要求。
附录:修改限量要求,增加2020年前公告批准的树脂。
淀粉基塑料
淀粉基塑料的迁移物质主要为淀粉糖类物质,导致总迁移量测试结果或高锰酸钾消耗量测试结果超限量,因此,针对淀粉含量≥40%的淀粉基塑料的总迁移量测试结果超限量时测定三氯提取物进行判定,同时豁免高锰酸钾消耗量项目。
豁免原因说明:淀粉基塑料以石油基聚合物和淀粉为原料,添加塑化剂、相容剂等,以一定工艺加工制成塑料制品。淀粉基塑料部分淀粉已经具有热塑性,不再是简单的填料,经测试发现总迁移量迁移出的物质成分主要为淀粉糖类物质,经提取更为科学合理。
高锰酸钾消耗量主要是控制还原性有机物质的总量的指标。淀粉基塑料的迁移物质主要为淀粉糖类物质,具有较强的还原性,可能导致高锰酸钾消耗量测试结果不能真实反映风险。
芳香族伯胺迁移总量
新增项目芳香族伯胺迁移总量:芳香族伯胺危害机理明确,受关注度高,是常见、典型的非有意添加物。其来源主要包括:合成聚氨酯类高分子材料的芳香族异氰酸酯、偶氮染料等的次级反应产物;聚合物单体或其他起始物的残留或自起始物中的PAA(芳香族伯胺)杂质。填补了GB 9685未对非有意添加物设定限值的空白。需要注意此项仅适用于含有芳香族异氰酸酯和偶氮类着色剂等可能产生芳香族伯胺类物质的产品,限量优先按照GB 4806.7附录A和GB 9685的限量执行。
塑料材质作为应用最广泛使用的食品接触材料,它的质量安全与人们的健活也息息相关。本标准虽然有较大的改动,但修订基于风险评估的原则,充分考虑行业实际发展水平,并参考法规/标准的指标要求,做到科学、有效、协调及可操作性,食品接触材料及制品生产企业需要按照新要求组织开展合规管理,确保生产、产品和相关技术活动符合新修订食品安全标准的要求,注意更新辅料验收的技术要求,我司也将持续关注食品接触材料标准的更新,助力企业做好合规管理。
关于我们
我们杰信公司的总部实验室是国家食品接触材料检测重点实验室,是食品接触材料及制品GB4806系列标准制定的参与者。我们中心实验室可以接受企业的委托,做食品接触材料及相关产品的检测工作,出具资质的质检报告。期中包括此文说的GB4806.7标准,出具的检测报告有CNAS和CMA资质。有需求的企业可以与我们联系。
联系人:邹工

的食品接触材料标准架构
食品接触材料框架法规最顶层的是国家颁布的《食品安全法》,《食品安全法》中对食品接触材料的定义是:用于食品的包装材料和容器,指包装、盛放食品或者食品添加剂用的纸、竹、木、金属、搪瓷、陶瓷、塑料、橡胶、天然纤维、化学纤维、玻璃等制品和直接接触食品或者食品添加剂的涂料。
食品接触用塑料材料及制品允许使用的树脂名单相比于GB 4806.6-2016有何变化?
本次修订根据国家卫生健康委公告和风险评估结果完善了塑料树脂名单、限量及使用要求。此外,标准还明确了树脂合成所使用单体或其他起始物为酸、醇或酚类物质的,其钠盐、钾盐和钙盐(包括酸式盐和复盐)的使用原则。
本次修订根据风险评估情况和管理需要,新制定食品接触材料及制品用油墨标准,修订食品接触用塑料、金属、橡胶、复合材料及制品等标准,进一步明确了管理原则、迁移要求、允许使用的基础原料等内容,更好地维护食品安全和消费者健康,解决行业实际问题。
Beale估计,28年的聚碳酸酯产能约为331万吨。聚碳酸酯市场“将需要找到一个重要的新应用”。Beale认为汽车窗玻璃就是不错的选择,尽管在这一应用上可能需要对聚碳酸酯的性能做一些改进。至于尼龙方面,Beale说,由于面临着聚酯发起的竞争,尼龙纤维市场将继续衰退。在每年227万吨的尼龙树脂产量中,约有6%被纤维行业使用。剩余4%的尼龙用于工程塑料用途,而这一领域受到汽车市场萧条的影响,也处于衰退中。气体辅助注塑成型技术简介气体辅助注塑成型技术是一项新兴的塑料注射成型技术,其原理是利用高压气体在塑件内部产生中空截面,利用气体保压代替塑料注射保压,消除制品缩痕,完成注射成型过程。气体辅助注塑成型的工艺过程主要包括塑料熔体注射、气体注射、气体保压三个阶段。根据熔体注射量的不同,又分为短射和满射两种方式,在短射方式中,气体首先推动熔体充满型腔,然后保压;在满射方式中,气体只起保压作用。气体辅助注塑技术的优点主要有:1)解决制件表面缩痕问题,能够大大提高制件的表面质量。局部加气道增厚可增加制件的强度和尺寸稳定性,并降低制品内应力,减少翘曲变形。节约原材料,可达4%~5%。简化制品和模具设计,降低模具加工难度。降低模腔压力,减小锁模力,延长模具寿命。冷却加快,生产周期缩短。气体辅助注塑成型技术与普通注塑成型工艺相比,有着无可比拟的优势,被誉为注塑成型工艺的一次,在家电、汽车、家具、日常用品等几乎所有塑料制件领域得到广泛应用。在家电领域,电视机壳特别是大屏幕彩电前壳是最早也是最广泛采用气辅注塑成型技术的制品之一。
Cikoni说该技术可以减少3D打印件的必要构建体积,同时3D打印基础结构也不需要加工。它在制造假肢、飞机部件等“既要求轻量设计,又需要不同的成分变化”的3D打印对象时非常有用。令人的是,Cikoni的新技术也可以整合到现有的生产设备中,因为:dditiveC:RBON系统是模块化的,可以多种方式安装。Cikoni说,这种全盘性的方法已经让许多客户开始重新思考他们对轻量化设计的看法。Cikoni的新技术也可以整合到现有的生产设备中,该方法已让许多客户重新思考他们对轻量化设计的看法Cikoni于215年由梅赛德斯-奔驰、奥迪和德国航天中心的前员工成立,专注于多个工程领域,包括悬垂模拟、复合材料研发、复合材料零件设计,以及自动预成型和3D线材缠绕的工艺开发。
“使用Profit-Manager软件,可以帮助汽车涂装车间和汽车修理厂的控制和掌握汽车涂装的每个步骤和工艺。这款软件自23年正式面世以来,在多年的应用中被证实是可以满足不同汽车涂装工艺条件的,具有良好的适用性。”巴斯夫汽车修补漆产品市场服务经理FrankKawurek介绍说。只需要几分钟的时间,Profit-Manager软件就可以为需要进行修补的汽车找到匹配的色彩,这极大的简化了汽车修理工的工作。