
前言:GB4806.7(2023版)标准全文,,
注意!塑料材料制品GB4806.7(2023版)标准全文国内第三方实验室-宣传视频

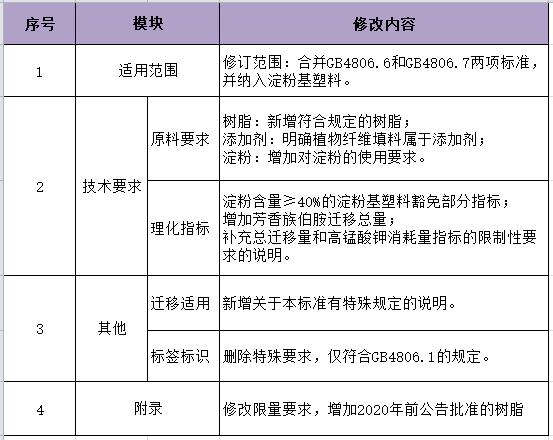
本次改版主要修订
本次标准修订重点体现在以下几个方面:
适用范围:合并GB 4806.6-2016和GB 4806.7-2016,增加淀粉基塑料材料及制品。
原料的要求:明确植物纤维填料属于添加剂、增加对淀粉的使用要求。
理化指标:淀粉含量≥40%的淀粉基塑料豁免部分指标、增加芳香族伯胺迁移总量、其他理化指标及其他技术要求。
附录:修改限量要求,增加2020年前公告批准的树脂。
淀粉基塑料
淀粉基塑料的迁移物质主要为淀粉糖类物质,导致总迁移量测试结果或高锰酸钾消耗量测试结果超限量,因此,针对淀粉含量≥40%的淀粉基塑料的总迁移量测试结果超限量时测定三氯提取物进行判定,同时豁免高锰酸钾消耗量项目。
豁免原因说明:淀粉基塑料以石油基聚合物和淀粉为原料,添加塑化剂、相容剂等,以一定工艺加工制成塑料制品。淀粉基塑料部分淀粉已经具有热塑性,不再是简单的填料,经测试发现总迁移量迁移出的物质成分主要为淀粉糖类物质,经提取更为科学合理。
高锰酸钾消耗量主要是控制还原性有机物质的总量的指标。淀粉基塑料的迁移物质主要为淀粉糖类物质,具有较强的还原性,可能导致高锰酸钾消耗量测试结果不能真实反映风险。
芳香族伯胺迁移总量
新增项目芳香族伯胺迁移总量:芳香族伯胺危害机理明确,受关注度高,是常见、典型的非有意添加物。其来源主要包括:合成聚氨酯类高分子材料的芳香族异氰酸酯、偶氮染料等的次级反应产物;聚合物单体或其他起始物的残留或自起始物中的PAA(芳香族伯胺)杂质。填补了GB 9685未对非有意添加物设定限值的空白。需要注意此项仅适用于含有芳香族异氰酸酯和偶氮类着色剂等可能产生芳香族伯胺类物质的产品,限量优先按照GB 4806.7附录A和GB 9685的限量执行。
塑料材质作为应用最广泛使用的食品接触材料,它的质量安全与人们的健活也息息相关。本标准虽然有较大的改动,但修订基于风险评估的原则,充分考虑行业实际发展水平,并参考法规/标准的指标要求,做到科学、有效、协调及可操作性,食品接触材料及制品生产企业需要按照新要求组织开展合规管理,确保生产、产品和相关技术活动符合新修订食品安全标准的要求,注意更新辅料验收的技术要求,我司也将持续关注食品接触材料标准的更新,助力企业做好合规管理。
关于我们
我们杰信公司的总部实验室是国家食品接触材料检测重点实验室,是食品接触材料及制品GB4806系列标准制定的参与者。我们中心实验室可以接受企业的委托,做食品接触材料及相关产品的检测工作,出具资质的质检报告。期中包括此文说的GB4806.7标准,出具的检测报告有CNAS和CMA资质。有需求的企业可以与我们联系。
联系人:邹工

重点说明
淀粉基塑料
标准原文:注b“对淀粉含量≥40%的淀粉基塑料材料及制品,如果按照规定选择的食品模拟物测得的总迁移量超过限量,应按照GB 31604.8测定三氯提取物,并以测得的三氯提取量进行结果判定。”
注c“不适用于淀粉含量≥40%的淀粉基塑料材料及制品。”
豁免原因说明:淀粉基塑料以石油基聚合物和淀粉为原料,添加塑化剂、相容剂等,以一定工艺加工制成塑料制品。淀粉基塑料部分淀粉已经具有热塑性,不再是简单的填料,经测试发现总迁移量迁移出的物质成分主要为淀粉糖类物质,经提取更为科学合理。
高锰酸钾消耗量主要是控制还原性有机物质的总量的指标。淀粉基塑料的迁移物质主要为淀粉糖类物质,具有较强的还原性,可能导致高锰酸钾消耗量测试结果不能真实反映风险。
关注理化指标的变化
考虑到塑料生产工艺中可能引入一些危害健康的风险物质,对含有芳香族异氰酸酯和偶氮类着色剂等可能产生芳香族伯胺的塑料材料及制品,新增芳香族伯胺迁移总量要求。建议企业在研发阶段应尽量减少该类物质的使用,若暂时无法找到替代方案,应尽早做好合规验证,并在供应链进行良好地信息传递,以帮助下游开展合规评价和管理。
标签标识的修订
为统一聚合物相关标准的标签标识要求,标签标识修改为直接引用 GB 4806.1。
“一步法”注拉吹中空塑料成型机是把注射型坯、加热型坯、拉伸型坯与吹塑、成型制品脱模等工序在同一台设备上连续进行的设备。现在,我国使用的注拉吹中空塑料成型机基本上都是日本青木固和日本日精的设备,这值得每一家中空设备生产厂家深思。注拉吹中空塑料成型机有其自己的特点,是其它吹瓶机不能替代的。国外厂商看好市场,据他们估计,饮料包装行业,市场还需要不少于8台生产PET瓶“一步法”注拉吹中空塑料成型机。制存在问题分析经过近十年的研制,为什么我国的注拉吹中空塑料成型机还达不到商品化水平。发思路误区只重主机开发,忽视模具开发。注拉吹中空塑料成型机是主机与模具两者结合的设备,从主机与模具两者对整机的重要性来说,主机只占整机的4%,而模具要占整机的6%,主机开发成功,并不等于整机开发成功,只有主机与模具两者共同开发成功,才能说注拉吹中空塑料成型机开发成功。日本青木固式“三工位”及日本日精式“四工位”机型的技术关键是模具,而我们的一些塑料机械厂在开发注拉吹中空塑料成型机过程中,没有正确认识到主机与模具两者之间的关系,只重视开发主机,而没有把开发模具放在更重要的位子,失败的原因主要在此。具技术水平达不到要求注拉吹中空塑料成型机的模具不同于注射成型模具,有其自己的特点。注拉吹中空塑料成型机的模具中,关键是注射型坯的模具,模具的材料对其性能有特殊要求,热?冷缩系数小,传热效率高,热传导率高,模具的结构为热流道形式。从目前我国的模具技术水平来看,还不能开发制造出达到质量标准的注拉吹中空塑料成型机的模具。据了解,有的模具厂对注拉吹中空塑料成型机的模具采用那一种材料还不了解,怎么能开发出模具?模具厂缺少投入,使模具技术水平得不到发展。月15日,由独山子石化公司开发的PE1管材专用树脂TUB121N3及其混配料在北京通过石油组织的成果鉴定。PE1专用料的开发并实现规模化生产,将有望降低国内PE管材生产企业对进口专用料的依赖程度。据了解,该产品由石油独山子石化公司、西北、华北、华南化工销售公司共同开发,在独山子石化公司引进的国内首套BP-Solvay双环管低压淤浆工艺基础上,完成了工业化试验及生产,累计生产推广15万吨。
S:BIC的新型材料解决方案具有轻质化和不易碎裂的特点,产品包括双面或单面加硬涂层聚碳酸酯膜片,耐磨性和透光性皆十分出色。“聚碳酸酯技术在各行各业的应用日益广泛,尤其是消费电子工业,由于此类材料具有重量轻、耐冲击的特性,因而成为玻璃的替代方案。”S:BIC创新塑料业务部门消费电子技术与创新部主管:lanTsai表示。“聚碳酸酯触摸屏是一项切实可行的先进技术,目前已可供OEM使用。他们如今可将这些材料用在大众市场的设备上,某些情况下甚至能减轻多达5%的重量,而且还可以增加设计的灵活性,并帮助改进防碎特性。
SMC车身面板在涂装后产生表面油漆瑕疵和起泡的原因绝大部分都归因于基质中的微小孔隙和微裂纹。而这些微小孔隙和微裂纹常常是在生产及搬运过程中不注意人为形成的,从部件的模压到脱模到除边的过程,以及从部件的包装到运输的过程,我们经常会发现,在部件的边缘部分会产生许多微裂纹。正是这些看似微不足道的微小孔隙和微裂纹,在油漆喷涂过程中积聚了空气中的水分和油漆中挥发性溶剂,当油漆后的SMC部件通过烘箱高温烘烤时,水分和溶剂膨胀蒸发变成气泡逸出,造成已喷完漆的部件表面起泡或气泡破裂变成气孔、针眼等油漆瑕疵。